 |
Poliranje Poliranje izvodimo kao završnu obradu metalnih površina s ciljem postizanja glatkoće, sjaja i estetski ujednačenog izgleda. Obrada se vrši ručno ili strojno, ovisno o geometriji i zahtjevima pozicije. Primjenjujemo različite granulacije abraziva, od grubog do finog, kako bismo postigli željenu razinu sjaja – od satenskog do visokog ogledala. Proces je prikladan za inox, aluminij, čelik i druge metale, posebno kod izrade dekorativnih ili vizualno izloženih komponenti, kao i za pripremu površina za daljnje premaze ili zaštitu. |
|
Lakiranje Industrijsko lakiranje izvodimo u zatvorenim lakirnim komorama dimenzija 5000 × 2500 × 2500 mm, što omogućuje obradu većih konstrukcija i sklopova. Koristimo jedno- i dvokomponentne premaze, prilagođene vrsti materijala i zahtjevima primjene. Moguć je odabir boje prema RAL karti, uz kontrolu debljine i ujednačenosti nanosa prema tehničkim specifikacijama. Lakiranje osigurava zaštitu od korozije, UV zračenja i mehaničkih oštećenja, čime se produžuje vijek trajanja proizvoda i poboljšava njihov vizualni dojam. |
 |
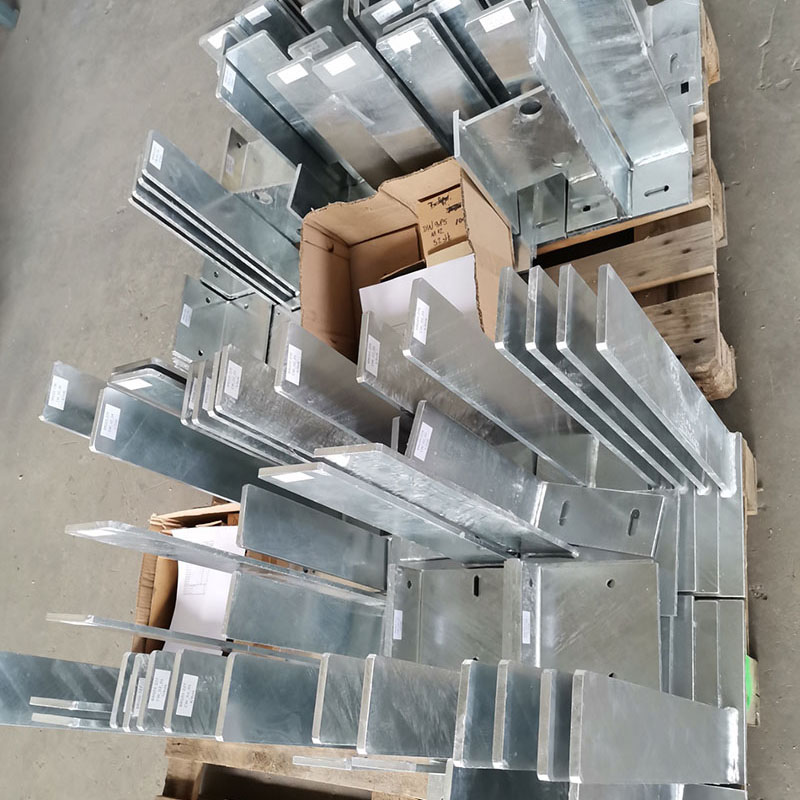 |
Vruće cinčanje Proces se odvija u cink kadi dimenzija 15.500 × 1.800 × 3.200 mm, što omogućuje cinčanje velikih konstrukcija i elemenata težine do 6,5 tona. Vruće cinčanje izvodimo uranjanjem čeličnih konstrukcija u rastaljeni cink na temperaturi od približno 450 °C, pri čemu nastaje čvrst, višeslojni Fe–Zn zaštitni sloj. Postupak se provodi u skladu s normom EN ISO 1461, koja definira zahtjeve za debljinu premaza, kvalitetu površine i otpornost na koroziju. |
|
Galvansko cinčanje Galvansko cinčanje izvodimo elektrolitskim postupkom nanošenja tankog, ravnomjernog sloja cinka na metalne površine, s ciljem zaštite od korozije i poboljšanja izgleda proizvoda. Proces se odvija u kadama maksimalnih dimenzija 2000 × 1000 × 500 mm, što omogućuje obradu širokog spektra pozicija – od sitnih elemenata do srednje velikih konstrukcijskih dijelova. Debljina sloja se kontrolira ovisno o zahtjevima, najčešće u rasponu od 5 do 25 μm. Površina može biti pasivirana u različitim bojama (plava, žuta, crna), a završna obrada može uključivati dodatnu zaštitu protiv bijele hrđe. Galvansko cinčanje izvodimo u skladu s normom EN ISO 2081. |
 |
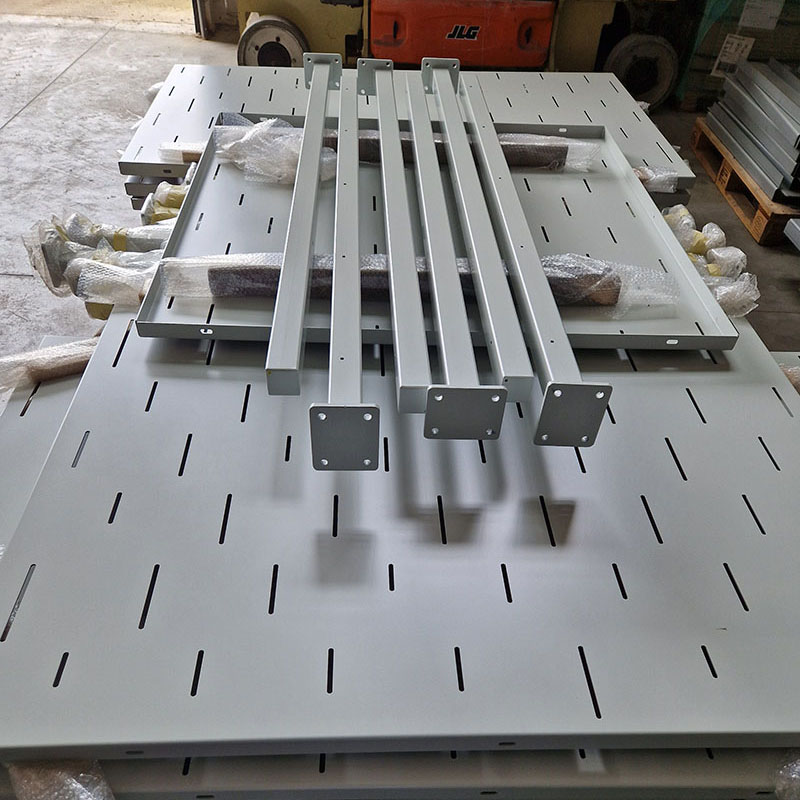 |
Plastificiranje Plastificiranje izvodimo elektrostatskim nanošenjem praškastog premaza, a proces se odvija u pećima dimenzija 6000 × 2000 × 2000 mm, što omogućuje obradu velikih metalnih konstrukcija i serijskih komada. Nakon nanošenja, premaz se termički polimerizira pri visokim temperaturama, čime se stvara homogeni zaštitni sloj otporan na UV zračenje, kemikalije i abraziju. Dostupan je širok izbor boja i završnih tekstura prema RAL karti, što plastificiranje čini pogodnim i za tehničke i za dekorativne primjene. |
|
Eloksiranje Eloksiranje aluminija izvodimo formiranjem oksidnog sloja debljine od 5 do 25 µm, što značajno povećava otpornost materijala na habanje i koroziju. Postupak uključuje elektrokemijsku obradu površine, s mogućnošću bojenja u više nijansi, čime se postižu estetski privlačni i dugotrajni rezultati. Eloksirani aluminij koristi se u tehničkim primjenama gdje su zahtjevi za trajnost i zaštitu visoki, kao i u dekorativnim proizvodima koji zahtijevaju visokokvalitetni završni sloj. |
 |
 |
Termička obrada (cementacija) Cementaciju vršimo na čeličnim dijelovima maksimalnih dimenzija 400 × 400 × 800 mm, s dubinom očvršćenja do 1,5 mm. Ovaj proces površinskog otvrdnjavanja povećava tvrdoću sloja na više od 60 HRC, dok se istovremeno očuva žilavost i duktilnost jezgre materijala. Cementiranje je ključno za dijelove koji su izloženi visokim habajućim i dinamičkim opterećenjima, kao što su zupčanici, osovine i ležajevi. |
|
Pakiranje Pakiranje proizvoda izvršavamo prema standardima transporta i izvoza za EU i van-EU tržišta, koristeći različite metode poput vakuumskog, kartonskog, drvenog i folijskog pakiranja. Također nudimo specijalizirana rješenja za zaštitu od vlage, udaraca i vibracija, čime osiguravamo sigurnost i očuvanost proizvoda tijekom skladištenja i transporta. Svaki proizvod pakiramo prilagođeno njegovim specifičnim zahtjevima kako bismo maksimalno smanjili rizik od oštećenja. |
 |
Kontaktirajte nas
Kontaktirajte naš tim stručnjaka za besplatnu ponudu ili tehničko savjetovanje. Rado ćemo odgovoriti na sva vaša pitanja i pronaći optimalno rješenje za vaš projekt.
Kontaktirajte s nama
Kontaktirajte s nama

Lokacije K-Tech d.o.o.
Proizvodnja i urediRudarska 1,
40315 Mursko Središće, Hrvatska OIB: HR60035084909Ova e-mail adresa je zaštićena od spambota. Potrebno je omogućiti JavaScript da je vidite.
+385 99 545 0944
40315 Mursko Središće, Hrvatska OIB: HR60035084909
+385 99 545 0944
UpravaZelengajska 20,
40 000 Šenkovec, Hrvatska OIB: HR60035084909Ova e-mail adresa je zaštićena od spambota. Potrebno je omogućiti JavaScript da je vidite.
+385 99 545 0944
40 000 Šenkovec, Hrvatska OIB: HR60035084909
+385 99 545 0944